

na założenie firmy produkującej prąd z odpadów gumowych dzięki czemu zadbamy o środowisko
na założenie firmy produkującej prąd z odpadów gumowych dzięki czemu zadbamy o środowisko
Nasi użytkownicy założyli 1 231 891 zrzutek i zebrali 1 365 380 837 zł
A ty na co dziś zbierasz?
Opis zrzutki
Cześć:) Utworzyłem zbiórkę aby uzbierać wkład własny umożliwiający staranie się o dotację na rozpoczęcie własnego biznesu. Zastanawiacie się skąd taka kwota, wynika ona stąd, że trzeba posiadać 10% wkładu własnego by ubiegać się o potrzebną nam kwotę na rozpoczęcie inwestycji, która w całości kosztowała by ok 40 mln zł. Pozostałą część zamierzam pozyskać ż funduszy UE oraz funduszy inwestycyjnych oraz posiadanych oszczędności. Jednak bez uzbierania pierwszych 10% nie mam co liczyć na otrzymanie dotacji jak i pomocy z funduszy inwestycyjnych. Dlatego postanowiłem założyć tutaj zbiórkę. Kwota zbiórki na pierwszy rzut oka może wyglądać na ogromną, ale patrząc na to w ten sposób, że w Polsce obecnie jest uprawnionych do głosownia ok 30 mln osób a do zebrania jest 4 mln zł więc daje to ok 14 gr na osobę jeśli każda uprawniona osoba do głosowania by chciała coś wpłacić :) więc nie jest to w zasadzie jednostkowo wielka kwota :).
A teraz trochę o samym pomyśle:
Opis technologii recyklingu opon
Instalacja odzysku odpadów – zużytych opon w procesie termicznego rozkładu, z uzyskaniem
pełnowartościowego paliwa, jakim są:
- szeroka frakcja olejowo-benzynowa: węglowodory C6 – C36
- frakcja gazowa: węglowodory C2 – C4
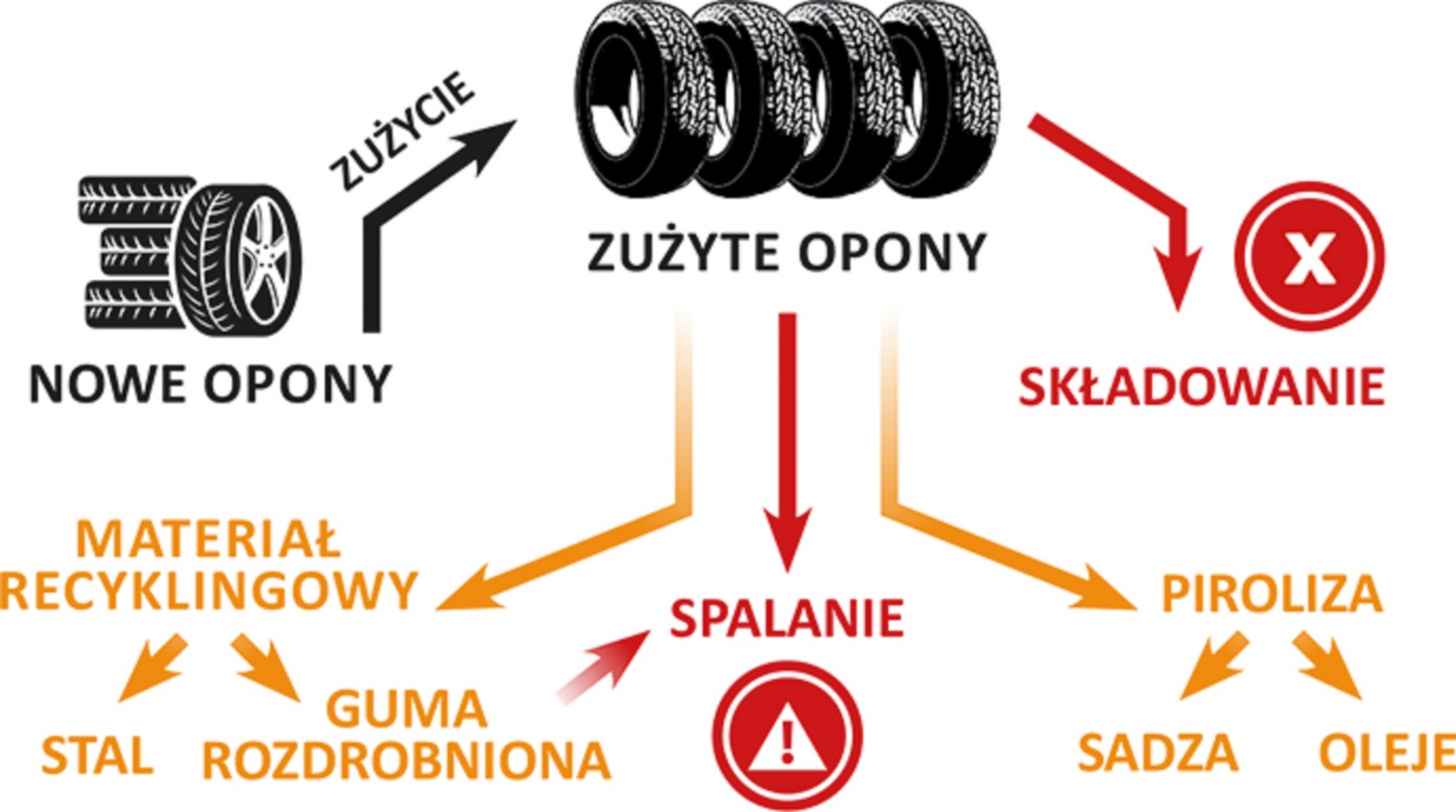
Instalacja prowadzi odzysk odpadu w postaci rozdrobnionych zużytych opon o kodzie 16 01 03, wg metody odzysku R14 tj. inne działania polegające na wykorzystaniu odpadów w całości lub w części.
W innych technologiach zużyte opony (w postaci rozdrobnionej) są wykorzystywane jako paliwo
alternatywne, pozostaje jednak kord metalowy z resztkami opon, które nadal stanowią odpad, który musi być składowany. Nasza instalacja wykorzystuje odpad w całości, z wytworzeniem paliwa ciekłego i gazowego oraz sadzy. Metalowy kord jako odpad jest łatwy do odzysku jako złom. Odpadowe (zużyte) opony stanowią odpad inny niż niebezpieczny, a instalacja ich odzysku polegająca na termicznym ich przekształcaniu, zalicza się do instalacji.
Charakterystyka odpadu przeznaczonego do odzysku. Odpad poddawany procesowi odzysku to odpad z grupy 16 , podgrupa 16 01 – tj. – zużyte lub nie nadające się do użytkowania opony, odpady z demontażu, przeglądu i konserwacji pojazdów (z wyłączeniem grup 13 i 14 oraz podgrup 16 06 i 16 08), odpad o kodzie
16 01 03 – zużyte opony.
Zużyte opony składają się z następujących części:
- bieżnik
- osnowa
- opasanie
- stopka
Bieżnik to część opony, która wchodzi w kontakt z nawierzchnią drogi i odpowiada za jej przyczepność do nawierzchni. W zależności od przeznaczenia opony, bieżnik może mieć równy kształt, głębokość i twardość..
Osnowa składa się z wielu warstw (kord, włókno), ułożonych pod różnymi kątami w zależności od rodzaju konstrukcji opony. Kord może być wykonany z poliamidu, poliestru, stali, wiskozy i włókna szklanego.
Opasanie jest to warstwa (lub warstwy) kordu ułożona obwodowo, wykonana z możliwie jak najbardziej nierozciągliwego materiału. Jej zadaniem jest usztywnienie czoła opony i zapobiegnięcie jego deformacjom pod wpływem działających sił nacisku.
Stopka (inaczej kołnierz), to część opony stykająca się z obręczą (felgą). W jej skład wchodzą druty
wzmacniające.
Bieżnik opony jest zbudowany z gumy, która powstaje z naturalnej substancji, jaką jest lateks lub w wyniku procesów syntetycznych tj. polimeryzacji węglowodoru – butadienu, albo tez kopolimeryzacji butadienu i styrenu. Zasadniczym składnikiem gumy są łańcuchowe cząsteczki zawierające od 2 tysięcy do 30 tysięcy jednostek monomeru tj. izoprenu, butadienu, chloroprenu. Własności gumy zależą od wyjściowych monomerów czy ich izomerów. Surowa guma, naturalna lub syntetyczna, poddawana jest mastykacji, tj. uplastycznieniu, podczas której dochodzi do mechanicznego rozbicia łańcuchów polimerów na mniejsze oraz stopniowego zmieszania gumy z siarką, tlenkiem cynku, kwasem stearynowym, napełniaczami (sadza, krzemionka, kreda), przyspieszaczami wulkanizacji (np. merkaptobenzotiazol, difenyloguanidyna),
zmiękczaczami, substancjami przeciwstarzeniowymi (np. fenylo-B-naftyloamina), aktywatorami (tlenkimetali). Następnie prowadzi się wulkanizację gumy , aby otrzymać produkt o szczególnie dużej elastyczności, powietrznoszczelny, odporny na działanie wilgoci, czynników chemicznych, fizycznych, izolacyjnych i trudnopalnych.
Opony, po rozdrobnieniu są ładowane do reaktora, gdzie przebiega katalityczny kraking opon w
temperaturze ok. 450°C. Z uwagi na to, iż reakcja rozkładu jest ednotermiczna, w pierwszej fazie procesu konieczne jest intensywne podgrzanie reaktora do osiągnięcia temperatury ok. 500°C, w której rozpoczyna
się proces pirolizy. Reaktor zawiera katalizator, a jego zawartość jest obracana i przemieszywania w celu uzyskania równomiernego rozkładu temperatury i uniknięcia osadzania się pyłów na jego dnie. Katalizator stanowi zeolit typu Ni-HAF-5 o rozmiarze ziarna 3,5 mm i gęstości 684 kg/m3. Otrzymane węglowodory i inne produkty krakingu, są kierowane do zbiornika pośredniego, a następnie na układ kondensacji. W układzie tym w pierwszej kolejności wydzielają się najcięższe frakcje, które stanowią olej ciężki kierowany jest do zbiornika oleju ciężkiego. Nieskroplone frakcje są kierowane na drugi układ kondensacji, gdzie cięższe frakcje stanowią olej lekki, a lżejsze stanowią frakcje benzynową. Frakcja olejowa, po oddzieleniu wody i filtracji od zanieczyszczeń stałych – jest kierowana do zbiornika oleju lekkiego. Lżejsza frakcja jest kierowana do separatora wody, filtrację, a następnie do zbiornika frakcji benzynowej. Nieskroplona frakcja gazowa jest zawracana do zasilania reaktora katalitycznych celem podtrzymania reakcji pirolizy.
Po zakończonym procesie pirolizy reaktor jest automatycznie opróżniany z odpadów tj. węgla (sadzy) i kordu metalowego.
Postępowanie z produktami procesu odzysku.
Frakcja olejowa ciężka
Frakcja olejowa posiada wysoką wartość kaloryczną i może być wykorzystana w celach energetycznych.
Olej ten będzie magazynowany w naziemnym zbiorniku.
Frakcja gazowa
- Opony
Frakcja gazowa będzie w całości zawracana do palników reaktora i wykorzystywana do podtrzymywania
procesu.
-Sadza
Sadza będzie magazynowana w silosie i ekspediowana poza teren instalacji. Może być wykorzystana jako wypełniacz w produkcji gumy lub jako surowiec do produkcji węgli aktywnych, jako brykiet (paliwo stałe).
- Kord metalowy
Kord metalowy będzie stanowić odpad technologiczny – złom stalowy i będzie ekspediowany do odbiorców celem przetopu
Produkty utylizacji
W wyniku katalitycznej depolimeryzacji (krakingu) opon, w temperaturze ok. 420-520, powstają
następujące produkty:
-Olej pokrakingowy
-Zawartość siarki 0,95 %
-Wilgotność 0,11 %
-Ciężar właściwy 871,9 kg/m3
-Kaloryczność 41,198 MJ/kg
-Gaz pokrakingowy o parametrach (wartości średnie)
-azot: 32-40%
wodór: 18- 25%
-dwutlenek węgla: 10-18%
-metan: 4-7%
-gazy С2–С4: 2,5-5%
-tlen: 0,5- 0,7%
-wilgotność: około 0,1 %
-ciężar właściwy: 0,8 kg/m3
-kaloryczność 8,25 MJ/kg
-Sadza (granulat o śred. 0,3-2 cm) o parametrach
-ciężar właściwy: 430 kg/m3
-kaloryczność: 27,25 MJ/kg
-wilgotność: nie więcej niż 24%
-Kord metalowy - złom odpadowy
Zdolność przerobowa dla opon
- 45 % oleju pirolitycznego,
- 30 % węgla,
- 15% gazu.
- 10% stali
w przypadku dodatkowych pytań proszę o kontakt pod adresem mail: [email protected]
Moja firma wpłynie na obniżenie kosztów prądu na rynku ogólnokrajowym jak również na zwiększenie zabezpieczenia energetycznego Naszego kraju:)
Dzięki taki takiej firmie jak ta w przyszłości uda się uniknąć takich sytuacji jak te przedstawione na zdjęciach
Dziękuję i pozdrawiam :)

Ta zrzutka nie ma jeszcze opisu.
Stwórz swój własny link do promocji zrzutki i sprawdzaj na bieżąco statystyki!
Stwórz swój własny link do promocji zrzutki i sprawdzaj na bieżąco statystyki!